


0755-28868182

手机: 18938889793
邮箱:1941602237@qq.com
QQ:13713900628
地址:深圳市龙岗区横岗街道四联社区排榜兴旺路88号一楼
 当前位置:
当前位置:模胚工厂CNC加工编程工艺与标准!
发布时间:2019-08-09 18:18:26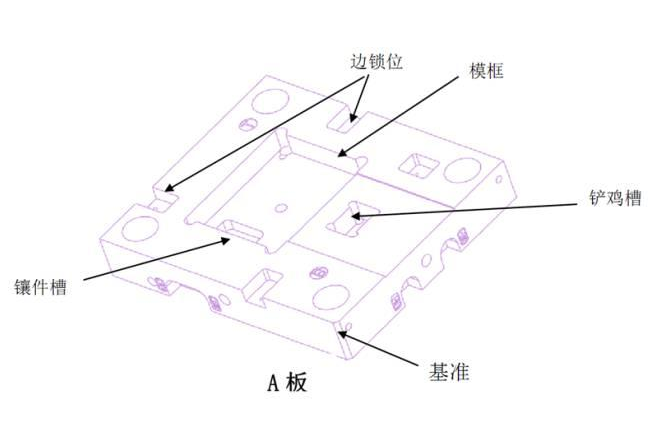
模具工厂CNC编程部门制订明确的加工工艺与标准,在生产过程中执行标准化作业,可以提高工作效率并减少出错。
一、前模仁
1. 热唧咀位
①有装配要求的尺寸要按数做准。
②平面:加工程序依照尺寸数做准,CNC操作员按照图纸尺寸的公差校表测数。
③侧边:加工程序开补偿,单边留0.02mm余量试配, 操作员用针规紧配,公差保证单边在0.015~0.005mm内, 其它尺寸照3D图档的尺寸数做准。
2. 镶件扣位
镶件扣位的侧边需依程序加工,按照尺寸做准;而镶件扣位的深度(Z值)按照尺寸数做准,操作员用校表测深度,公差要求锣深0.01mm。
3. 胶位尺寸
所有胶位的精加工程序单边需留0.02mm(特殊情况例外),有火花纹要求的单边留0.15mm,用来加工EDM纹。
4. 插穿、碰穿位
正常情况下,前模仁锣准尺寸,后模仁留余量。
5. 边锁位
边锁位的底部深度(Z值)做准尺寸,而边锁位的侧边加工程序需开补偿单边留0.02mm试配,操作员按照图尺寸紧配,公差保证单边0.015~0.005mm内。
二、后模仁
1. 行位槽
行位槽的深度(Z值)需依照图纸尺寸数做准,操作员按照图纸公差用较表测数,而行位槽两侧按照图纸尺寸加工,程序加工需开补偿单边留0.02mm余量试配,操作员用块规紧配,公差保证单边0.015~0.005mm内。
2. 镶件扣位
镶件扣位侧边需按照图纸尺寸数做准,而底部的深度(Z值)都按照尺寸数做准,操作员用校表测数,公差要求锣深0.01mm。
3. 模框孔位(藏CORE位)
编程员做光刀程序,需开补偿单边留0.02mm余量,开补偿操作员按照图纸尺寸数测量,单边锣大0.005~0.01mm,方便装配。
4. 胶位尺寸
所有胶位精加工留余量0.02mm(特殊要求例外)。
5. 插穿、碰穿位
正常情况下后模需多留+0.02~0mm余量,后模仁配行位的位置需按照尺寸数做准,而行位相配后模仁的位置需多留余量。
三、模仁凸CORE
1. 粗加工时单边留0.5mm余量,而加工到底部的模框镶件要用粗加工凸CORE时,底部直身位置留10mm,用于操作员检查粗加工是否有松动,需淬火的异形凸CORE底部直身留10mm用于淬火后精加工时较表分中。
2. 所有胶位在精加工时留0.02mm(特殊要求例外),插穿碰穿的位置留+0.02~0mm。
3. 凸CORE外形精加工,编程员做光刀程序时开补偿单边留0.02mm余量,操作员按照图纸尺寸数测数公差单边0~ –0.005mm,方便装配。
4. 外形不规则的模仁镶件(凸CORE)的分中问题详情见后部分。
四、行位、镶件
1. 收到工件时,编程员要测量工件外形尺寸,避免因分中和单边碰数时出现问题,编程员根据工件形状需与操作组商讨,采用稳妥的装夹方法、碰数方法,详情见后部分。
2. 行位和前后模仁,有相配的位置,行位需多留0.02mm余量作为FIT时之用。
3. 所有胶位在单边留0.02mm(特殊要求除外)。
五、斜顶
根据工件形状与操作组商讨,采用稳妥的装夹方法,碰数方法,所有胶位单边留0.02mm(特殊要求除外)。
六、模胚加工
1. 模胚
(1)模胚图纸上的基字(倒角)与模胚上的基准需一致,为避免误解而出现加工混乱,编程时基准边朝向自己的方向。
(2)所有模板的加工定位以近基准角处导柱孔分中为零建立加工坐标。
(3)Z值碰数定义:所有模板正反向加工,都以模胚底部碰数为零位,有特殊要求的工件,编程员需与相关人员交待清楚,并在程序单上注明清楚模胚的零位位置。
2. A板
(1) 模框精加工,程序加工模框底部时,需按照图纸尺寸做准尺寸。CNC操作员按图纸公差用校表测数,公差为+0.01~+0.02mm,框边精加工程序,需开补偿单边留0.02mm余量,操作员按图尺寸用块规紧配,公差保证单边0.02 ~0.01mm内。
(2)边锁位按照图尺寸底部做准尺寸数,侧边块规紧配,公差保证在单边+0.015~ -0.01mm内。
(3)镶件槽底部做准尺寸数,而侧边需用块规紧配测试,公差保证在单边+0.015~ +0.01mm内。
(4)铲鸡槽等其它尺寸照图加工准尺寸数。
3. B板
(1)模框精加工,程序加工模框底做准尺寸数,CNC操作员按图纸公差用较表测数,公差为+0.01 0mm,框边精加工,程序需开补偿单边留0.02mm余量,操作员按照图尺寸需用块规紧配,公差保证-单边0.02~0.01mm内。
(2)模框行位槽底的(Z值)深度需按照图纸尺寸加工到数,操作员按照图公差用校表测数,公差为+0.01~+0.02mm,侧边程序需开补偿单边留0.02mm试配,操作员需用块规紧配,公差保证单边+0.015~+0.01mm以内。
4. 顶针面板:
(1)顶针沉头的位置深度加工时,深度需锣深0.02mm,操作员用千分卡测数,公差为0.02~0.01mm,而顶针沉头位的侧边需加工到尺寸。
(2)斜顶底座装配位加工尺寸,程序加工时以顶针面板的底部做准尺寸,操作员用较表测数,而侧边加工尺寸到位。
(3)其它位置按照3D图的尺寸加工准尺寸。
5、顶针底板:
(1)有镶件装配要求的尺寸位置,操作员需用块规紧配,其它位置按照3D图尺寸加工做准尺寸。
(2)C板:按照3D图尺寸加工准尺寸,以锣床组打A字码正方向选择加工面及加工方向锣模号、字码。
(3)铭牌:需按照3D图纸要求雕字。
(4)上固定板:唧咀位有装配要求的尺寸,需在上固定板的底部程序加工锣准尺寸,操作员需用校表测数,而侧边加工需开补偿,程序单边留0.02mm,操作员需用针规紧配保证单边+0.015~+0.01mm内,其它尺寸照3D图加工准尺寸。
(5)下固定板:有镶件装配要求的尺寸,下固定板的底部需加工准尺寸,侧边需用块规紧配,其它尺寸照3D图加工准尺寸数。
七、编程:
1.钢料加工坐标定义:长方形基准朝人,正方形基准朝右下角,正常情况所有钢料编程以X、Y分中为0,Z值对底为0建立加工座标。(见CNC加工坐标定义与装夹方向标准图1、2、3)
2. 粗加工程序单边留0.5mm,需淬火模仁顶部留工艺台,精加工时便于装夹。
3. 精加工先锣模仁底部,而避免撞花模仁正面、PL、胶位等。
4. 模仁管位:所有前后模仁的管位编程单边做小0.01mm。
5. 平面PL加工:程序加工需按照图尺寸做准尺寸,操作员需用校表测数公差保证在+0.01~0mm内。
6. 弧面PL加工,编程员做试刀程序,程序单上注明接顺底平面PL,光刀加工程序做准尺寸数。
前后模仁加工坐标定义时长方形基准朝人,正方形基准朝右下角(X、Y四面分中为0, Z碰底为0),如图1、图2、图3所示:
凸CORE碰数如图4、图5所示;
行位座碰数如图6所示:
模胚碰数如图7所示: